¿En qué podemos ayudarte?
Cómo imprimir en 3D
En este artículo se explican los pasos para imprimir en 3D en la impresora de Felix
Elementos
Los diversos elementos que intervienen en este proceso son:
- Impresora Voxelab Aquila X2
- Octoprint (Raspberry PI con Display LCD). El acceso a Octoprint se hace mediante navegador en la dirección http://octopi.local.lan
- Cámara para vigilar la impresión y hacer timelapses
- Ordenador PC ( se conecta por Wifi con Octoprint)
- SAI Tecnoware ups era plus 1100 que alimenta la impresora, la lampara que ilumina la impresora, y el Octoprint
- Interruptor inteligente (Antela), a la salida de la SAI, que conecta la impresora y la lampara.
- Bobinas de hilo para imprimir.
- Material de limpieza de la placa, y pegamento para la placa.
- Herramientas auxiliares
Diseñar y preparar modelo
Los modelos a imprimir se obtienen ya preparados de diversos sitios, principalmente de Thingiverse, ya que en este sitio son gratuitos. También se pueden preparar con el software de Microsoft gratuito incluido en Windows, 3D Builder. La pieza a imprimir se elabora desde cero con 3D Builder o bien se importa un modelo descargado de internet en 3D Builder y se modifica. También se puede imprimir directamente el modelo descargado. El formato suele ser .3mf
En este ejemplo se ve un cubo de prueba en 3D Builder
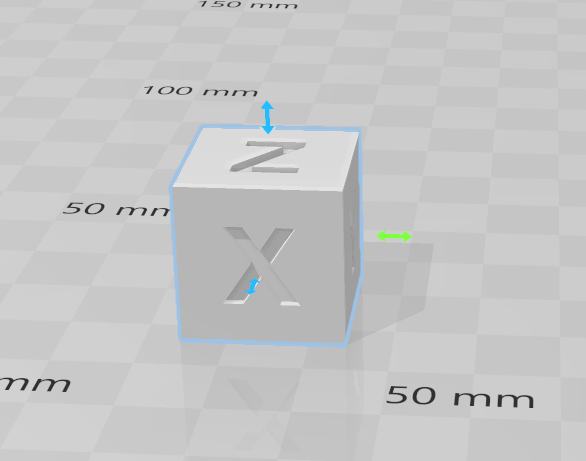
El programa 3D Builder es bastante simple y permite sólo operaciones básicas en 3D, pero a cambio es muy facil de usar y es gratuito. Hay programas mucho mas profesionales, pero mas caros y que necesitan un tiempo de aprendizaje mayor para usarlos.
Configurar modelo para imprimir
Para este paso se usa el software gratuito Ultimaker CURA en el PC con Windows. El modelo se coloca en la placa de impresión. Cada línea de la cuadricula está separada 1 cm.
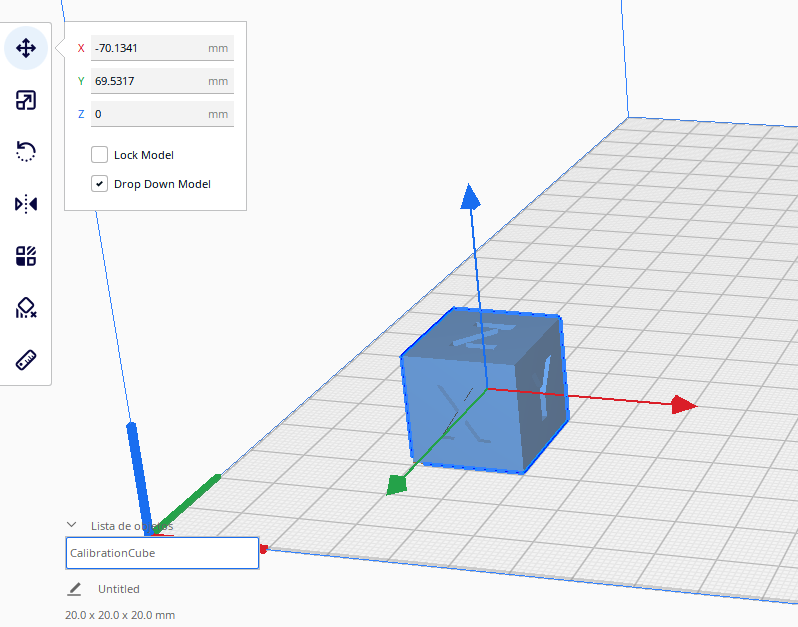
Después se configuran los parámetros a imprimir.
Material
Básicamente hay dos tipos de material, PLA y PETG. El segundo necesita mayores temperaturas de impresión. Para piezas «decorativas» o sin necesidades especiales, se usa PLA. El PETG se usa para piezas más resistentes o cuando se elaboran piezas para uso alimentario (cucharas, tapas, etc.). También es más resistente a la temperatura y la humedad.
Al elegir el material en CURA, muchos parámetros ya se configuran adecuadamente, aunque pueden ser modificados.
Entre estos parámetros están la calidad, paredes, bordes, velocidad de impresión, temperaturas de la cama de impresión, y de la boquilla.
Otros parámetros como por ejemplo los soportes o el tipo de adherencia dependen bastante del tipo de pieza a imprimir. Si la pieza tiene poca base, hay que añadir adherencia (borde= brim). Si tiene zonas difíciles porque están horizontales o invertidas, se necesitan soportes adicionales, que se eliminan una vez impresa la pieza. También se puede configurar un relleno para las piezas huecas, que les da resistencia, o bien, en ciertos casos, se puede imprimir sólido. Pero lo normal es imprimir piezas huecas con relleno.
Al haber tantos parámetros y diversos materiales, así como formas de piezas, esta labor es muy complicada. Hay muchos tutoriales en internet y procedimientos de ensayo y error hasta que se encuentra una combinación satisfactoria para imprimir.
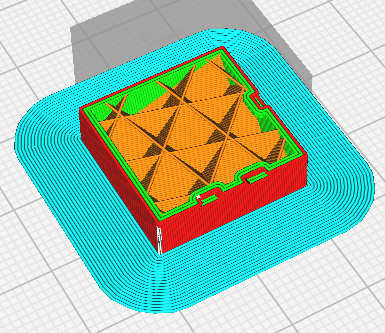
Segmentación
En este proceso en CURA se elabora un fichero GCODE que es el que se envía a la impresora. El fichero GCODE son los comandos que ejecuta la impresora para imprimir, básicamente los movimientos de la cabeza y de las placas y la proyección del material que poco a poco va construyendo la pieza. El proceso de impresión se realiza dibujando capas sucesivas (ejes X e Y), que se van acumulando poco a poco de abajo hacia arriba (eje Z) Tras la segmentación se puede visualizar el diseño de cada capa en CURA (Vista previa)
Preparación de la impresora
Primero hay que encender la SAI, y el interruptor inteligente que alimenta la impresora


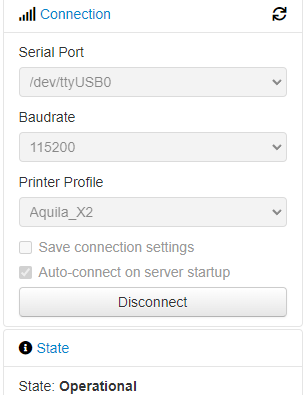
Accedemos a Octopi y comprobamos que la impresora está conectada
Cuando la impresora está operativa, se muestra el panel de control en la pantalla LCD (se llama OctoDash)
Cambiar hilo (opcional)
Si es necesario cambiar la bobina de hilo para poner el material a imprimir, se hacen tres pasos Primero, se quita la bobina existente. Esto se hace en el panel de la impresora, «Automatic Unload»
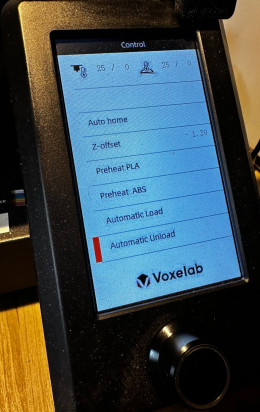
Una vez termina el proceso, se quita la bobina vieja y se pone la nueva
Con el nuevo material puesto, se carga. También en el panel de la impresora «Automatic Load»
Nivelar (opcional)
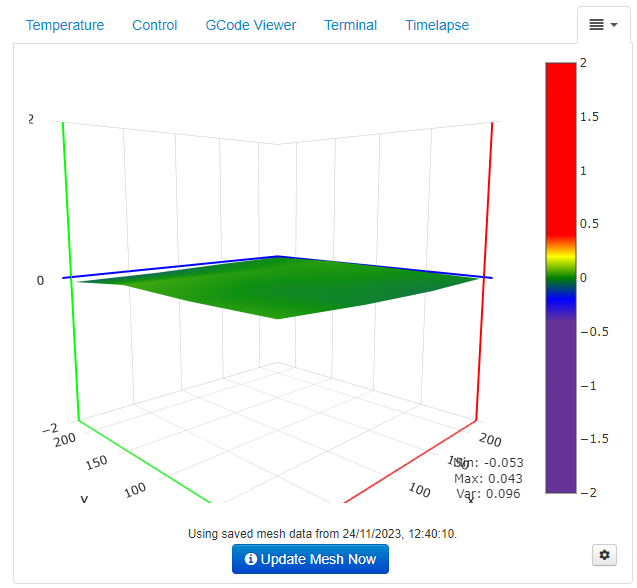
En ocasiones es preciso nivelar la cama, bien porque se ha cambiado algún parámetro bien porque con el tiempo se desajusta. Si la cama no está bien nivelada, las piezas se imprimen mal y se despegan. Si la desnivelación es muy fuerte, se pueden producir roces y daños en la impresora.
El proceso se hace con un sensor de toque (3D Touch) que va en la cabeza de impresión, y con un plugin de OctoPrint denominado Bed Visualizer. Al no ser un proceso habitual, no se explica aquí en detalle.
Iniciar impresión
Una vez todo preparado, se da la orden de impresión en CURA, que lo envía directamente a OCTOPI
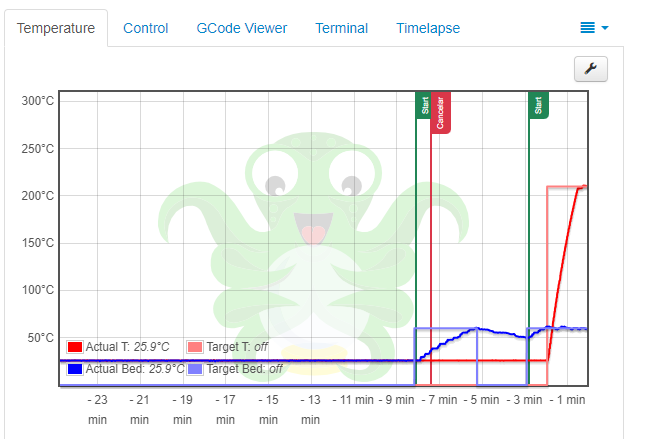
Lo primero que hace la impresora al empezar a imprimir es calentar la cama de impresión, y cuando esta caliente, calienta la boquilla. Esto se puede observar en la pestaña «temperaturas» de Octoprint.
Después hace un recalibrado de la cabeza de impresión
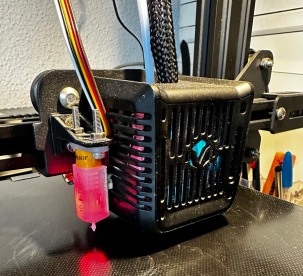
Finalmente comienza a imprimir. En esta fase podemos observar el progreso visualmente. Si hay problemas serios de impresión, sobre todo en la primera capa, se debe cancelar y empezar de nuevo.
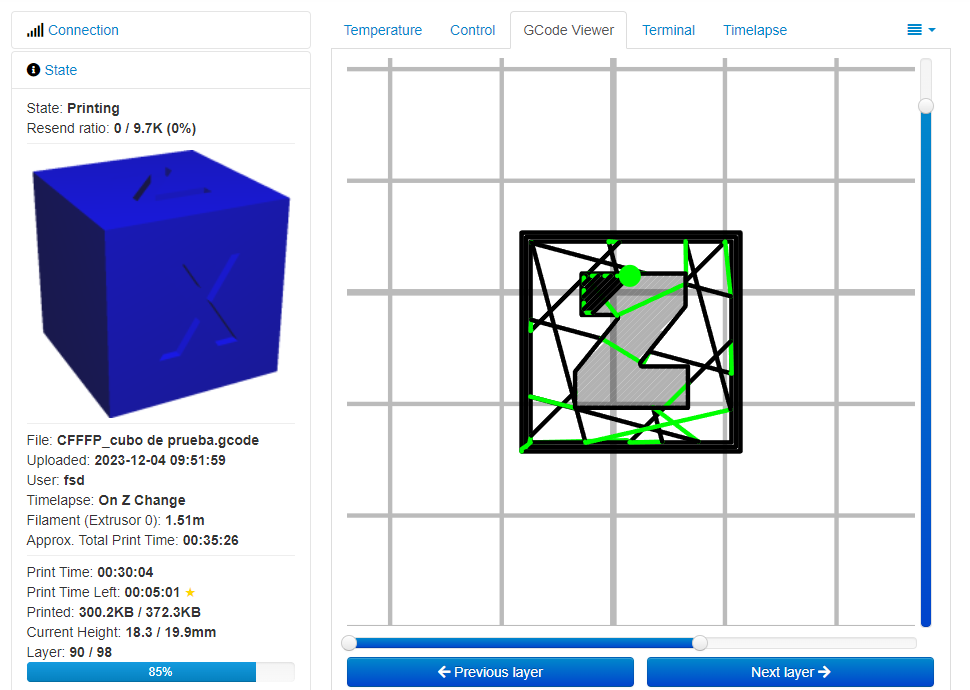
Para ver el progreso de cada capa, en OctoPrint hay una pestaña (GCODE Viewer) que muestra gráficamente la capa que se está imprimiendo.
El panel LCD también muestra el avance de la impresión y los principales parámetros

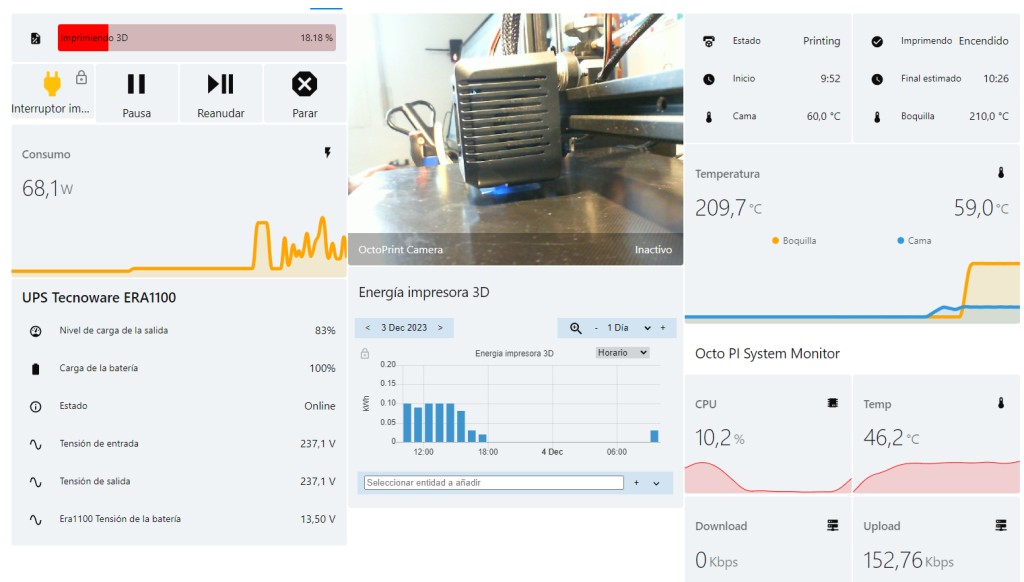
Home Assistant tiene una página donde se puede observar y controlar la impresión
El BOT de Telegram envía mensajes de progreso
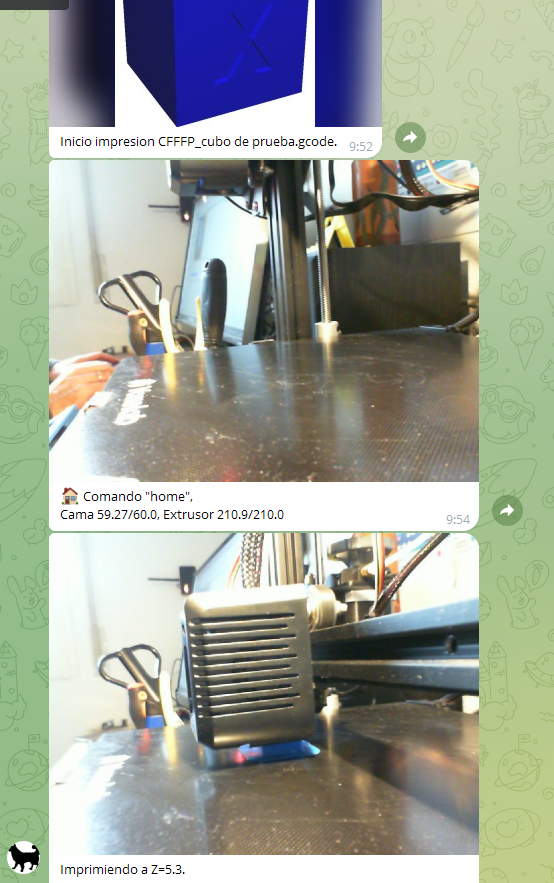
Si todo va bien, solo queda esperar a que termine
Finalización de la impresión
Cuando termina, la cabeza de la impresora vuelve automáticamente a su posición «home»
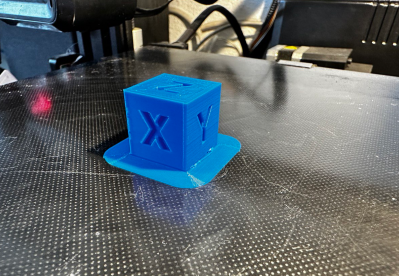
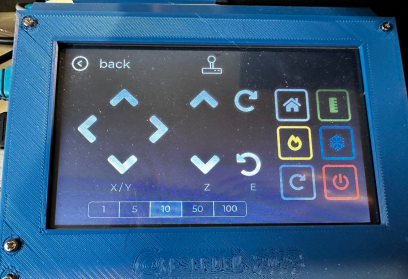
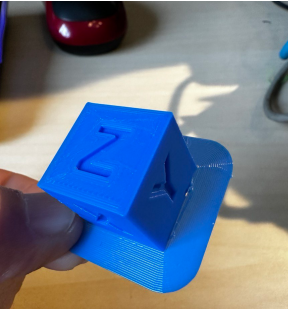
Hay que esperar a que la placa se enfríe, porque al tener pegamento, esta pegada con fuerza. Cuando se enfría, la placa se encoge y la tensión estructural despega la pieza. Se puede mover la placa con los comandos de la impresora, aunque también manualmente pasado un tiempo.
Si la pieza tiene bordes de soporte adheridos, hay que quitarlos
Cuando todo termina, simplemente se apaga la impresora. Si no se va a trabajar en mucho tiempo, se apaga la SAI también.
En Octoprint tendremos un video «timelapse» disponible con la secuencia acelerada de la impresión.
Problemas más comunes
- La impresora no se conecta: al encender todo, no hay conexion a la impresora, o bien se conecta a una «impresora virtual» definida en octoprint. Hay que desconectar y conectar de nuevo. Los parámetros de conexión hay que definirlos en «auto».
- Parámetros equivocados: es frecuente que algunos de los parámetros no se correspondan exactamente con lo que deseamos, por ejemplo las dimensiones o el material. En estos casos, se cancela la impresión, se corrigen los parámetros, y se empieza de nuevo.
- La pieza se despega: Si la pieza es pequeña o tiene una base pequeña, se puede despegar. Esto puede pasar al principio o cuando ya lleva unas cuantas capas, con lo que se deforma. Para evitarlo, hay que añadir una base adicional. También puede ser que el pegamento se haya ido eliminando con el tiempo. En ese caso, hay que limpiar la placa y añadir pegamento nuevo. Otra posible causa es una temperatura inadecuada para el tipo de material. Hay que repasar el parámetro de temperatura de capa para ese material y corregirlo. Finalmente, si la cama no está bien nivelada, se puede despegar en algunas zonas. Hay que volver a nivelar la placa.
- Hay fallos en las zonas mas «colgadas», o sea las que tienen poco soporte o ninguno debajo. En ese caso hay que añadir soportes, que quitaremos después de imprimida la pieza.